






நாம் அனைவரும் அறிந்தபடி, நவீன இயந்திரங்கள் உற்பத்தித் துறையில், நிறுவனங்களுக்கு பரந்த அளவிலான தேவை உள்ளது.சிறப்பு இயந்திர கருவிகள். பொதுவாக, சாதாரண துளையிடும் இயந்திரங்கள் அதிக உழைப்பு தீவிரம், குறைந்த சிறப்பு செயல்திறன், குறைந்த உற்பத்தித்திறன் மற்றும் துல்லியத்திற்கு உத்தரவாதம் இல்லை; சிறப்பு பல துளை போதுதுளையிடும் இயந்திரங்கள்வசதியானது, உழைப்பைச் சேமிப்பது, தேர்ச்சி பெறுவது எளிது, மேலும் இயக்கப் பிழைகள் மற்றும் தோல்விகளுக்கு வாய்ப்பில்லை. அவர்கள் தொழிலாளர்களின் சோர்வைக் குறைப்பது மட்டுமல்லாமல், தொழிலாளர்கள் மற்றும் துளையிடும் இயந்திரங்களின் பாதுகாப்பை உறுதி செய்ய முடியும். இது பாதுகாப்பானது மற்றும் துளையிடும் இயந்திரத்தின் உற்பத்தித்திறனை மேம்படுத்தவும் முடியும். அறிவியல் மற்றும் தொழில்நுட்பத்தின் தொடர்ச்சியான வளர்ச்சியுடன்,சிறப்பு துளையிடும் இயந்திரங்கள்உற்பத்தியில் பரவலாகப் பயன்படுத்தப்படுகின்றன. வேறு வார்த்தைகளில் கூறுவதானால், வலுவான நிபுணத்துவம், சிறந்த நிறுவனம் அதன் தயாரிப்புகளின் தரத்திற்கு உத்தரவாதம் அளிக்க முடியும். எனவே, சிறப்பு இயந்திர கருவிகளின் பயன்பாடு நிறுவனங்களின் போட்டித்தன்மையில் மிக முக்கிய பங்கு வகிக்கிறது.

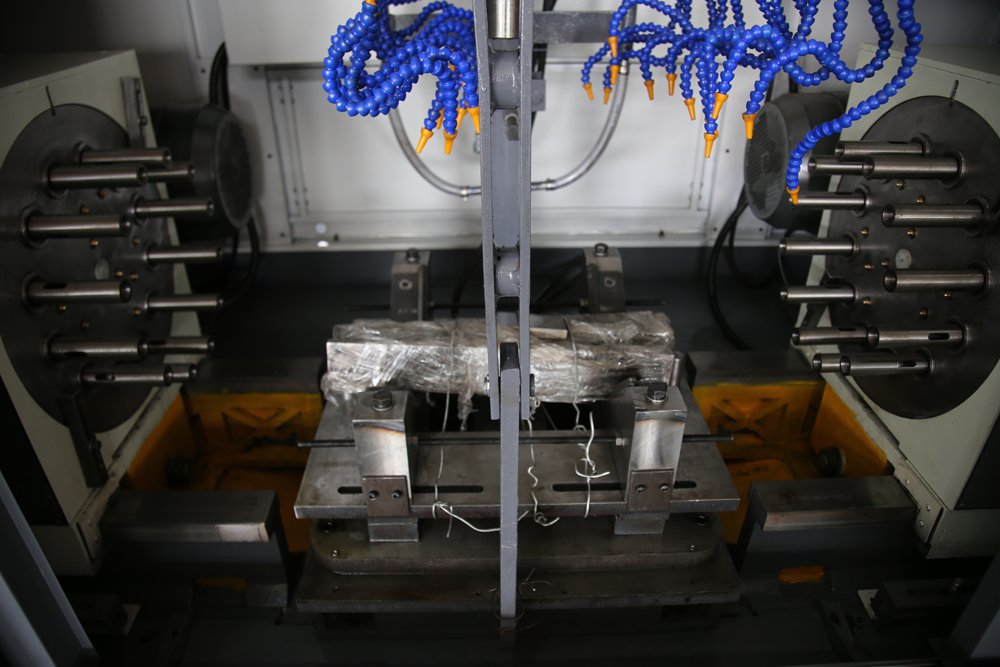
திபல துளை துளையிடும் இயந்திரம்எங்கள் தொழிற்சாலை மூலம் உற்பத்தி குறிப்பாக இலக்காக உள்ளதுவால்வு தொழில். இது அனைத்து வகையான உணர முடியும்வாயில் வால்வுகள், பட்டாம்பூச்சி வால்வுகள், கட்டுப்பாட்டு வால்வுகள்மற்றும் பிற வால்வுகள். வார்ப்பிரும்பு அல்லது வார்ப்பிரும்பு செய்யப்பட்ட மூன்று அல்லது இரண்டு பக்க விளிம்புகள் இருக்கலாம்துளையிட்டு தட்டினார்அதே நேரத்தில். வால்வு செயல்திறனில் அற்புதமான அதிகரிப்புக்கு கூடுதலாக, பம்ப் உடல்கள், ஆட்டோ பாகங்கள், பொறியியல் இயந்திரங்கள் மற்றும் பிற பகுதிகளின் செயலாக்கம் போன்ற பிற முக்கிய பயன்பாட்டு பகுதிகள், இறுதி துளைகள், நடுத்தர துளைகள், குறுகலான துளைகள் மற்றும் ஒரே நேரத்தில் துளையிடுவதற்குப் பயன்படுத்தப்படலாம். பணியிடத்தில் கோள துளைகள். துளை செயலாக்கம். பல-துளை துரப்பணம்ஹைட்ராலிக் மற்றும் எண் கட்டுப்பாட்டு அமைப்பு செயல்பாட்டின் இரண்டு முறைகளைக் கொண்டுள்ளது, இது தன்னியக்கமாக்கல், உயர் துல்லியம், பல வகை மற்றும் வெகுஜன உற்பத்தி ஆகியவற்றை உணர முடியும்.
பயன்படுத்தும் போது சில முன்னெச்சரிக்கைகளும் உள்ளனபல துளை பயிற்சிகள். இதற்காக பின்வரும் சுருக்கத்தை நாங்கள் செய்துள்ளோம்:
1) டிரில் பிட் தனித்தனியாக தனிப்பயனாக்கப்பட வேண்டும் மற்றும் தொகுக்கப்பட வேண்டும், மேலும் அதிர்வு மற்றும் மோதலைத் தவிர்க்க போக்குவரத்தின் போது அது உறுதியாக சரி செய்யப்பட வேண்டும்.
2) துரப்பண பிட்டின் விட்டத்தை அளவிட, இயந்திர தொடர்புகளால் காயமடையாமல் இருக்க கருவி நுண்ணோக்கி போன்ற தொடர்பு இல்லாத அளவீட்டு கருவியைப் பயன்படுத்தவும்.
3) திபல சுழல் துளையிடுதல்பவர் ஹெட் பயன்படுத்தும் போது துளையிடும் டெம்ப்ளேட் பொருத்துதல் வளையத்தைப் பயன்படுத்த வேண்டும், இதனால் சுழலில் நிறுவப்பட்ட துரப்பண பிட்டின் நீளம் சீரானதாக இருக்க வேண்டும். பல சுழல்துளையிடும் இயந்திரங்கள்இந்த புள்ளியில் அதிக கவனம் செலுத்த வேண்டும், அதனால் ஒவ்வொரு சுழல் துளையிடும் ஆழமும் ஒருமனதாக இருக்க வேண்டும்.
4) துரப்பணத்தின் வெட்டு விளிம்பின் உடைகளை சரிபார்க்கவும்.
5) திபல துளை துளையிடும் இயந்திரம்சுழல் மற்றும் சக்கின் செறிவை தவறாமல் சரிபார்க்க வேண்டும். மோசமான செறிவு சிறிய விட்டம் கொண்ட பயிற்சிகளை உடைத்து துளை விட்டத்தை அதிகரிக்கும். மோசமான கிளாம்பிங் விசை உண்மையான வேகம் செட் வேகத்துடன் முரணாக இருக்கும். துரப்பணங்களுக்கு இடையில் சறுக்கல் இருக்கும்.
6) சக் மீது பல துளை துரப்பணம் பிட்டின் கிளாம்பிங் நீளம் 4 முதல் 5 மடங்கு வரை துரப்பண ஷாங்கின் விட்டம் உறுதியாகக் கட்டப்பட வேண்டும்.
7) சுழலை எப்போதும் சரிபார்க்கவும். துளையிடும் போது உடைந்த பயிற்சிகள் மற்றும் பகுதி துளைகளைத் தடுக்க பிரதான தண்டை அசைக்க முடியாது.
8) மல்டி-ஹோல் துரப்பணத்தின் பணிப்பெட்டியில் பொருத்துதல் அமைப்பு உறுதியாக நிலைநிறுத்தப்பட்டு பிளாட் போடப்படுகிறது, இது துரப்பண பிட்டின் ஆயுளை நீடிக்கிறது மற்றும் உற்பத்தி செலவு மற்றும் செலவைக் குறைக்கிறது. அதிகப்படியான அரைக்கும் விளைவு எதிர்மறையானது.


இடுகை நேரம்: நவம்பர்-20-2021